The current printer is working, but it will be difficult to improve the quality of the prints without doing extensive modifications. Delta printers are becoming more common and I decided to start building a printer of this type.
A very nice delta printer recently made by
Richrap looks very good and I will be borowing some ideas from
there. I will however not use the massive bottom and top printed parts but use MDF boards which will be quicker to build and will allow modifications and extensions later on.
To get the printer body simple but still stable I decided to use 22 mm MDF and M14 (!) threaded rods to keep them in place. Since the threaded rods are sold in lengths of one meter, I needed to buy full lengths for each column. Instead of cutting them to length, I decided to keep the rest of the rods as legs. This printer is now at a pretty good height and does not need any table space.
To make sure the holes for the threaded and the smooth rods (8 mm) are in the correct place so that all the rods will be parallel, I temporarily fixed the 2 boards to each other with screws before drilling the holes:
After drilling it only took a few minutes to have the frame of the printer ready:
The first printed parts are the carriages which connect the 2 linear bearings on each pair of smooth rods and the arms to the extruder. I modified the carriage from Richrap just to fit the bigger bearings and the different spacing between the rods:
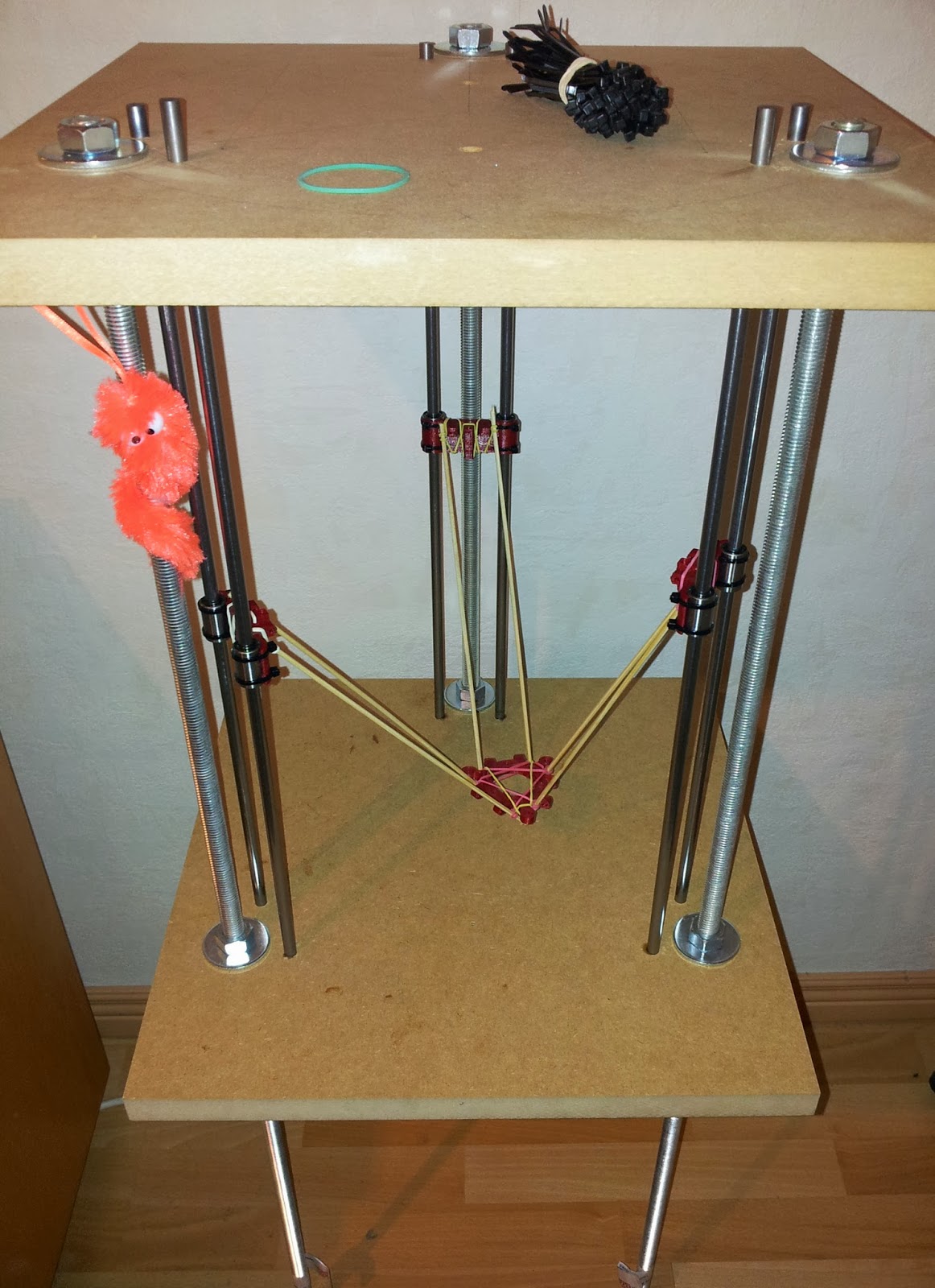
To see what the reach of the arm is going to be, I fixed some wooden rods with rubber bands between the extruder base and the 3 carriages. A lot of work is still needed, but it starts to look like a delta printer!